
为什么 SMT 贴片后不能只看外观?——测试背后的质量逻辑
回流焊过程中,即使工艺参数稳定,仍然可能出现多种缺陷:立碑、锡珠、桥连、BGA/QFN 底部空洞、极性反向、元件移位、少锡或多锡。这些缺陷有些肉眼可见(如立碑、桥连),但更多隐藏在元件下方或内部。
外观人工目检的局限性非常明显。对于 BGA、LGA、底部端子元件,焊点完全被本体遮挡,无法从侧面或顶面观察。即便是 QFN 侧边爬锡,也只能判断局部。在批量生产中,人眼疲劳会导致漏检率快速上升,通常只能作为辅助抽检手段。
电气测试的必要性在于:焊点外观良好 ≠ 电气导通或功能正常。典型的例子是“枕头效应”(BGA 球与焊盘接触但未熔合),常温下勉强导通,震动或温度变化后开路;还有虚焊造成的间歇性故障,最难排查。
对采购而言,测试覆盖度直接影响返修成本、保修风险和品牌口碑。对工程师而言,测试方案必须与 PCB 设计(测试点、可测性设计)同步规划,否则后期无法加装 ICT 或 FCT。
光学与 X 射线检测:看不见的焊点如何把关?
AOI(自动光学检测)
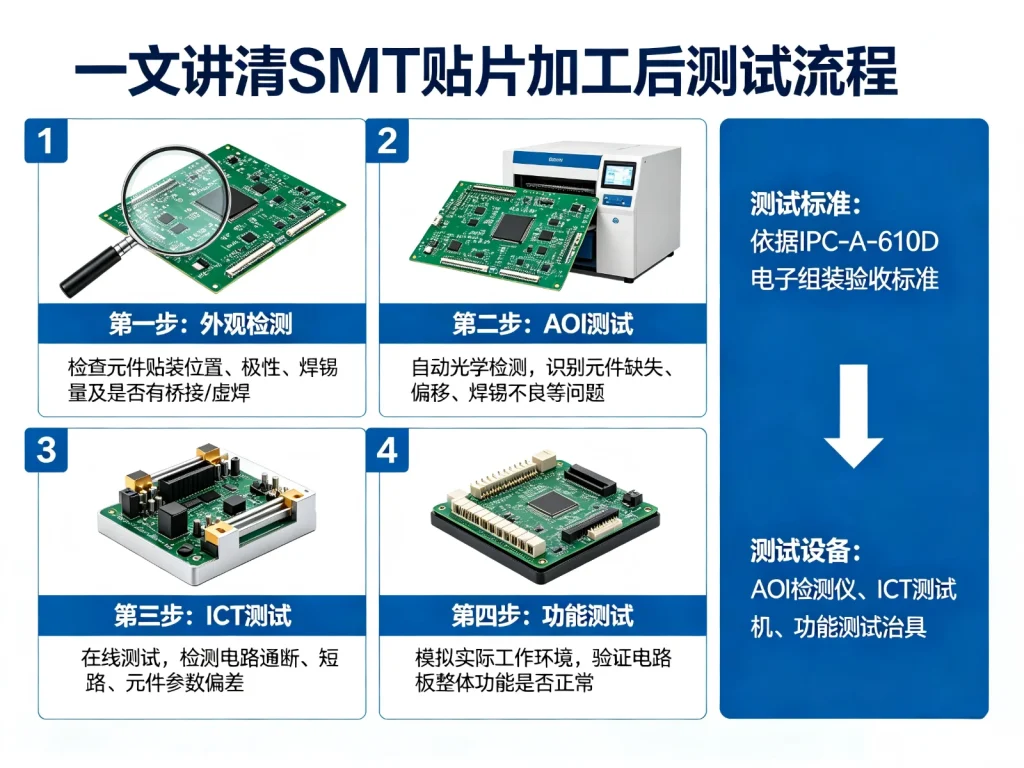
AOI 通过 2D 或 3D 相机拍摄焊点的形状、颜色、位置,与标准模型比对。它能检出:元件缺失、极性反向、桥连、立碑、锡量异常(少锡/多锡)、移位等表面可见缺陷。
AOI 的优势是速度快、全检、成本相对较低,适合在线批量使用。但它的核心局限无法绕过:无法检测 BGA、QFN、LGA 等底部被遮挡的焊点。对于这些元件,AOI 只能看到侧面或周边,内部空洞、连锡完全看不到。
AXI(自动 X 射线检测)
AXI 使用 X 光穿透 PCB,获得焊点内部的图像。它主要查看:BGA 锡球空洞率、连锡、冷焊、气泡分布等。X 射线检测是检验底部隐藏焊点最直接的方法。
但 AXI 设备昂贵、检测速度慢,通常不用于 100% 在线全检,而是针对高可靠性产品(汽车电子、医疗、军工)做抽检或关键 BGA 批次的验证。
实际组合建议:AOI 作为 100% 在线全检,覆盖所有可见焊点;AXI 用于每批次抽检 5~10 片,重点检查 BGA/QFN 空洞。对于航空航天或植入式医疗,才考虑 X-Ray 全检。
电气测试:从“焊得好不好”到“电路通不通”
外观检测只能验证焊点形态,无法判断电路是否真正工作。电气测试是质量控制的另一根支柱。
ICT(在线测试)
ICT 使用针床(或飞针)接触 PCB 上预留的测试点,测量电阻、电容、二极管、三极管、短路/开路等参数。它能快速定位焊接缺陷:空焊、桥连、元件错值、反插等。
ICT 适合大批量、有充足测试点设计的成熟产品。它的优点是测试速度快(几秒到几十秒/板),缺陷定位精确。局限性也很明显:需要制作专用的针床治具,前期投入高(数千到数万元),且无法验证动态功能(如信号波形、通信协议)。
对于小批量或研发样机,飞针 ICT 是不错的选择——无需治具,但测试速度慢,适合少品种。
FCT(功能测试)
FCT 给 PCB 上电,模拟实际工作条件,验证输出是否符合设计预期。它测试的内容包括:电压、电流、信号频率、通信接口(I2C、CAN、RS485 等)、继电器动作、按键响应、LED 亮灭等。
FCT 适合所有产品,尤其是小批量、研发样机、工控/医疗设备。它的优点是直接验证功能,能发现 ICT 无法覆盖的动态问题。缺点是测试程序开发周期较长,且故障定位不如 ICT 精确(只能判断“功能异常”,不能直接说是哪个焊点问题)。
采购/工程师常见问题:ICT 与 FCT 是否二选一?通常并行使用:ICT 快速筛查焊接短路/开路,FCT 验证整体功能。如果成本敏感,可以只做 FCT + AOI,但需要接受焊接缺陷定位困难的风险。
其他专项测试:何时需要,成本如何?
老化测试(Burn-in test)
老化测试通过高温(通常 50~85℃)、长时间(4~72 小时)连续上电运行,筛选早期失效产品。它主要发现虚焊、元件早期击穿、热应力开裂等缺陷。
老化测试常见于电源、汽车电子、户外设备、工业控制器。成本影响明显:占用产线时间与老化房,每片板子增加数元到数十元费用。不是所有产品都需要,消费类产品通常不做老化。
X-Ray 全检 vs 抽检
全检:仅用于极高可靠性要求,如航空航天、植入式医疗、军用电子。成本极高。
抽检:IPC 标准通常推荐按 AQL 抽样,如每批次抽 5~10 片做 X-Ray。适用于汽车电子、通讯基站等中高可靠性产品。
染色与红墨水实验(破坏性)
该实验将红色染料渗透到焊点中,然后强行分离 BGA,观察染料是否渗入未熔合界面。它只能用于工艺验证或失效分析,不能作为量产测试(因为会破坏 PCB)。当出现批量焊接疑似问题时,用此法判断根本原因。
采购与工程师如何为产品选择测试方案?(决策清单)
开始选型前,先回答三个问题:
产品应用领域:消费类、工业、汽车、医疗、军工?
预期年产量:打样(<100 片)、小批量(100~5000)、大批量(>5000)?
单板价值及失效后果:低值易耗品,还是生命支持设备?
| 产品类型 | 推荐测试组合 |
|---|---|
| 消费数码 / 小家电 / 玩具 | AOI(100%) + 抽测 FCT(5~10%) |
| 工业控制 / 通讯设备 | AOI + ICT(或飞针)+ 100% FCT |
| 汽车电子(非安全件) | AOI + X-Ray 抽检 BGA + ICT + 老化测试(按客户要求) |
| 医疗(有源植入/生命支持)/ 军工 | 上述全项 + X-Ray 全检 + 100% 老化 + 详细测试记录追溯 |
采购沟通要点:要求 SMT 工厂在报价时明确:默认测试覆盖(通常只含 AOI)与增值测试(ICT、FCT、X-Ray、老化)的单项费用。避免常见陷阱:工厂只说“我们做了测试”,但未说明是 AOI 还是 ICT。两者成本差异可能达到 3~5 倍,质量效果也完全不同。
误区1:板子简单不用测
简单板子往往没有手工补焊,完全依赖回流焊。即使只有几十个阻容,依然可能因锡膏印刷偏移或炉温曲线异常导致桥连或立碑。小批量试产时不做任何检测,相当于盲盒出货。
误区2:X-Ray能代替AOI
不能。X-Ray擅长检测内部空洞、连锡,但难以识别元件极性反向、字符错误、移位等外观特征。两者是互补关系,不是替代关系。
误区3:FCT通过就等于焊接没问题
有些虚焊在常温下能导通,但在产品工作发热或震动后开路。FCT无法暴露这类间歇性问题,需要结合ICT或老化测试。
常见误区与行业标准参考(快速答疑)
误区 1:“我的板子简单,元件很少,不用测试。”
简单板子往往没有手工补焊,完全依赖回流焊。即使只有几十个阻容,依然可能因锡膏印刷偏移或炉温曲线异常导致桥连或立碑。小批量试产时不做任何检测,相当于盲盒出货。
误区 2:“X-Ray 能代替 AOI。”
不能。X-Ray 擅长检测内部空洞、连锡,但难以识别元件极性反向、字符错误、移位等外观特征。两者是互补关系,不是替代关系。
误区 3:“FCT 通过就等于焊接没问题。”
有些虚焊在常温下能导通(氧化物层被探头压力刺穿或微弱接触),但在产品工作发热或震动后开路。FCT 无法暴露这类间歇性问题,需要结合 ICT 或老化测试。
行业标准(供读者自行查阅)
IPC-A-610:焊点外观允收标准(含空洞、桥连、立碑的接受/拒收条件)
IPC-9252:电气测试要求(ICT、飞针、FCT 的覆盖指南)
JEDEC JESD22-A108:老化测试条件(温度、时间、偏压设置)