
SMT贴片加工与DIP插件加工:工艺原理与核心区别
SMT,全称表面贴装技术,简单说就是把元器件直接贴在PCB表面的焊盘上,通过回流焊的高温将锡膏熔化、完成焊接。整个过程元器件不需要穿过PCB,贴片机吸起来、放下去、过炉子,一气呵成。DIP,即双列直插封装插件加工,走的是另一条路线:元器件引脚必须穿过PCB上预先钻好的通孔,从背面焊接固定,主流焊接方式有波峰焊和选择性波峰焊,部分异形件仍依赖手工焊。
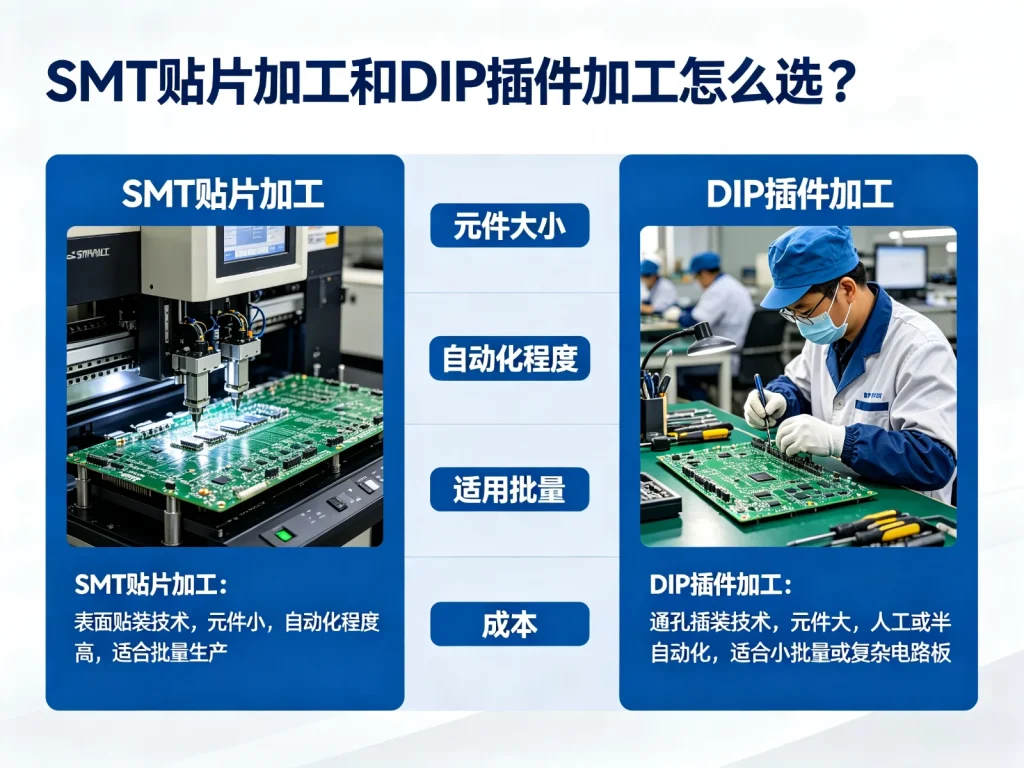
从四个维度看根本差异,两种工艺的边界一目了然。安装方式上,SMT是表面贴装,DIP是通孔插装,这决定了器件与PCB的结合形态完全不同。焊接方式上,SMT走回流焊,整板一次过炉;DIP走波峰焊或手工焊,插件面局部或全部接触熔融焊料。对PCB空间利用的影响更大:SMT支持双面贴装,板子可以做得更紧凑;DIP以单面插件为主,通孔还占用了多层板的内层走线空间。适用的器件封装也不同:SMT擅长处理阻容感、QFN、BGA等小型贴片封装,DIP则接手大功率器件、变压器、排针排母等插件封装。
有一点需要先说清楚:SMT贴片加工和DIP插件加工不是互斥关系。现实中,一块智能电表的控制板、一台工业变频器的驱动板,往往正面贴满了贴片件,背面或特定区域又排布着插件连接器和电解电容。两种工艺混装才是行业的真实常态,下面先分开讲各自的能力边界。
SMT贴片加工的能力优势与局限
SMT的核心优势体现在三个维度。第一,组装密度足够高。元件可以小到0201封装,双面贴装让同样尺寸的PCB塞下更多功能,消费电子越做越薄,靠的就是SMT的微型化能力。第二,自动化程度高。高速贴片机一小时能贴装数万点甚至更高,一条产线一个班次处理的元件量,手工焊接几天都追不上,大批量生产时一致性也远优于人工。第三,高频特性好。贴片元件的引脚短甚至没有引脚,寄生电感和寄生电容大幅降低,射频电路和高速数字信号走线对这一点非常敏感,SMT几乎是标准答案。
SMT也有它力所不及的地方。大功率、大电流器件很难通过小型贴片封装实现,散热路径也受限,一颗需要承受数十安培电流的MOS管,贴片封装的散热焊盘往往需要借助多层铜箔和过孔阵列把热量导走,设计复杂度陡增。大尺寸的重型连接器或变压器在回流焊中容易移位甚至损坏,锡膏熔化时器件自重就可能引发偏位。还有一个容易被忽视的点:排针排母这类需要频繁插拔的连接器,插件型的机械强度通常优于贴片型,长期可靠性差距明显。
总结下来,SMT最匹配的场景是高密度、小体积、大批量的产品,消费电子和通信设备是它的主战场。
DIP插件加工的能力优势与局限
DIP的核心优势同样鲜明。首先是通孔焊接带来的机械强度。引脚穿过PCB、在背面形成饱满的焊点,抗振动、抗冲击能力经过了工控和汽车电子领域数十年的现场验证,这一点SMT焊点确实难以匹敌。其次是大功率器件的散热路径。大电解电容、功率电感、继电器这些器件,引脚穿过通孔直接与内层铜箔连接,热量传导路径短且截面大,比贴片焊盘靠接触面导热要稳妥得多。再者,一些特殊器件至今只有插件封装可选:大尺寸变压器、工业连接器、按键开关,元器件厂还没有提供可替代的贴片封装版本,不是不想贴,是没得选。
DIP的局限性也不能回避。通孔占用了PCB的布线空间,多层板每一层被钻孔截断的铜箔都需要避让,叠板越厚、孔越多,对高密度布线的制约越明显。自动化程度上,波峰焊产线的综合效率低于贴片线,而且不是所有插件件都能过波峰焊——异形件必须手工补焊,人工参与度越高,批次间的一致性波动就越难控制,管理成本随之上升。
DIP匹配的场景同样清晰:需要通过大电流、承受机械应力、或存在不可替代插件封装器件的产品,工控设备、汽车电子、电力系统板卡都绕不开它。
从四个维度对比:SMT与DIP的选型决策框架
选SMT贴片加工还是DIP插件加工,不是凭感觉拍板,而是有清晰的决策框架可以遵循。
第一维:看元器件
打开BOM,统计封装类型。如果绝大多数是阻容感和芯片类贴片件,SMT自然占主;如果插件件比例高,DIP就不可避免。BOM本身会给你最直接的答案。
第二维:电气与可靠性
高频信号走线必须优先考虑SMT,寄生参数越小越好;工作环境振动强烈、连接器需要反复插拔的产品,DIP通孔焊接的机械强度更稳妥。
第三维:看批量
十万片级的消费电子,全SMT或SMT为主的方案在单板成本和一致性上优势明显;几百片级的工控设备,适当保留DIP的工艺冗余往往更划算。
第四维:可制造性与维修性
DIP器件用一把烙铁就能更换,现场维修门槛低;SMT的BGA、QFN返修需要专用工具,维修成本和技能要求高出不少。
混合工艺才是常态:如何在一次组装中统筹SMT与DIP
纯粹SMT或纯粹DIP的产品在今天反而是少数,绝大多数PCBA产品都采用混装工艺。混装的典型流程:先完成SMT面的锡膏印刷、贴片和回流焊;然后进行DIP插件,再过波峰焊或选择性波峰焊;最后手工补焊那些既不能过回流焊、也不能过波峰焊的异形件和特殊连接器。
这道工序顺序有严格的方向性:DIP插件必须在SMT回流焊之后。因为插件器件的塑胶本体和引脚结构根本承受不了回流焊超过两百度的高温,反过来走先插后贴,插件件就毁了。
混装的难点在PCB设计阶段就已经埋下。贴片元件和插件焊盘的间距够不够、波峰焊治具能不能有效遮蔽底面贴片件、双面混装时底面的贴片件会不会在二次高温下脱落,这些问题必须在DFM评审时就逐一确认。设计时没考虑到的工艺冲突,到了产线上就是停线、返工和交期延误。这也意味着,混装对供应商的要求比单一工艺更高——SMT产线的速度和精度要管好,波峰焊的炉温曲线和治具设计也要成熟,手焊班组同样不能拉胯。选型时只看对方贴片能力,忽略了插件段的工艺积淀,早晚会出问题。
工艺选型常见误区与避坑建议
在工艺选型的实践中,有三个误区反复出现,值得单独拿出来说。
第一个误区:“SMT一定比DIP便宜。”这个结论只在特定批量下成立。SMT的工程费、钢网费和编程费是一次性投入,如果只做百来片打样,单板分摊可能比手工DIP还高。大批量生产时SMT的自动化优势才会释放出来,成本对比必须把批量放在同一个坐标系里看。
第二个误区:“DIP质量不如SMT。”工控和汽车电子领域的大把产品可以反驳这句话。DIP焊点的抗机械疲劳能力有数十年的现场数据支撑,工艺本身没有优劣之分,只有适用场景的区别。决定焊接质量的是工艺执行标准——锡温、焊接时间、助焊剂活性、后道检验覆盖范围,不是工艺的名字。
第三个误区:“能贴就不插,一刀切改设计。”有些项目为了追求产线全自动化,把大功率插件器件强行改成贴片封装,结果散热能力下降、机械强度打折,样机测试时发现器件温升超标、插拔测试时连接器脱焊,又回头改设计,浪费的时间远比省下的加工费多。改不改封装,判断标准应该是电气性能和整机可靠性,而不是单纯为了缩减一道工序。
最终选型时,以BOM为出发点、以产品实际应用环境为判断依据、以批量为成本考量维度,三要素综合决策,远比纠结于“SMT贴片加工和DIP插件加工哪个好”这种非此即彼的问题更有意义。两种工艺从来不是对手,它们在同一块PCB上配合了几十年,你要做的不是选边站,而是搞清楚自己产品到底需要什么。