
有铅与无铅的基础概念:不只是一根锡丝的差别
有铅焊料最常见的牌号是Sn63Pb37,含锡63%、铅37%,熔点约183°C。它是共晶合金,从液态到固态在固定温度下瞬间完成,没有半凝固的过渡状态。无铅焊料目前主流是SAC305(Sn96.5Ag3.0Cu0.5),熔点区间在217-220°C,非共晶,凝固时会经过一个固液共存的糊状区间。
很多人以为”无铅工艺”就是换一种锡膏,实际上远不止如此。从有铅切换到无铅,整条线的设备参数、回流焊温度曲线、助焊剂体系都要重新适配。而”RoHS合规”虽然要求无铅,但它的范围更广——还涉及元器件、PCB基材、连接器等所有接触产品的材料。无铅焊接不是简单的”去掉铅”,而是一套完全不同的焊接冶金体系,工艺控制门槛更高,对设备和工程师经验的要求也更高。
工艺窗口对比:为什么无铅焊接更难做?
温度窗口是两者最直观的分野。有铅焊接的峰值温度通常控制在205-220°C,无铅则需要推高到235-250°C,整条温度曲线上移约30°C。别小看这30°C,它意味着元器件和PCB板材要承受更大的热应力,对热敏元件和薄型板子的选材立刻变得苛刻起来。
糊状区间是另一个麻烦。有铅共晶焊料凝固时干脆利落,焊点收缩均匀。SAC305在凝固时得先经过一段固液共存状态,期间任何细微的产线振动都可能导致焊点表面粗糙、产生微裂纹甚至立碑。这对贴片机和传输轨道的平稳性提出了更严的要求。
助焊剂也得跟着升级。无铅焊接的高温环境对助焊剂的热稳定性要求更苛刻,活性窗口期更短,选型不当就容易出现焊料不铺展、焊点发暗,或者残留物在后期腐蚀焊点。
焊点可靠性与外观:有铅和无铅的真实差距
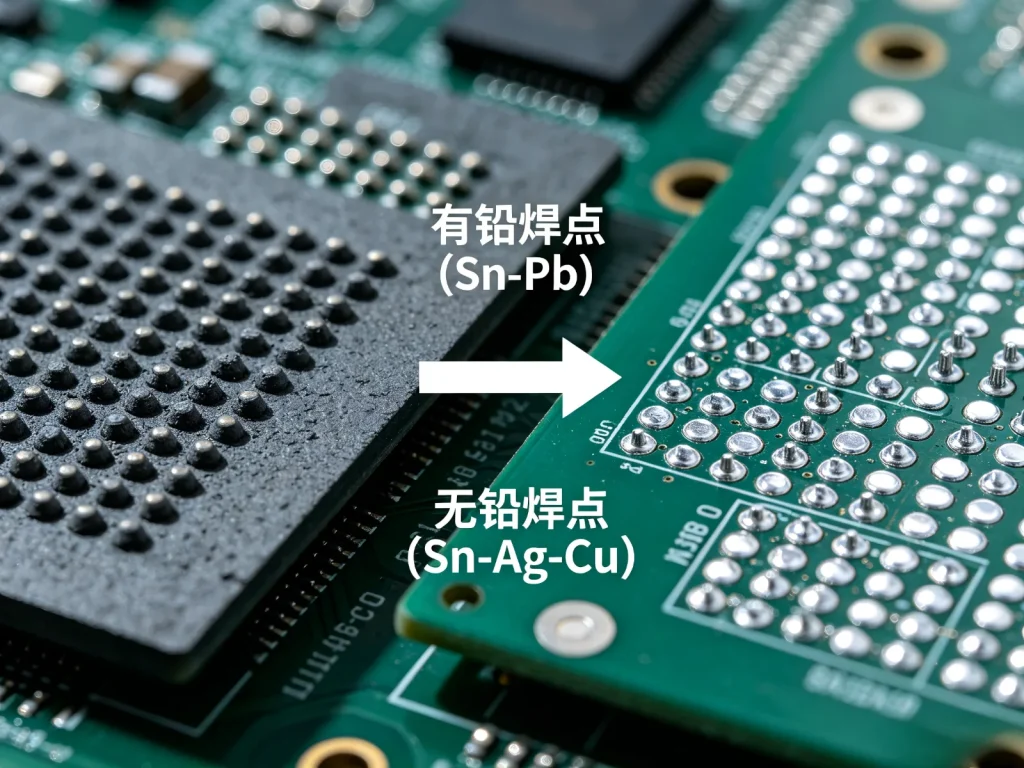
看外观,有铅焊点光亮、润湿角圆润,看着”漂亮”;无铅焊点偏哑光,略显粗糙,有时还会出现微小缩孔或裂纹状纹理。这不是焊接不良,而是合金凝固机制不同造成的自然现象,但质检人员若不熟悉,容易误判。所以切换到无铅后,工厂需要同步更新外观检验标准,否则会凭空多出一批”疑似不良品”。
机械可靠性方面,有铅焊料因为含铅,天生柔韧性好,抗热疲劳能力强,在长期温度循环环境下表现稳定。无铅焊料硬度高、刚性强,抗振动和机械冲击有优势,但在反复热胀冷缩的场合,应力释放能力就差了,可能出现热疲劳裂纹。这一点在汽车电子和工控设备的热循环测试中尤其明显。
还有一个无铅工艺特有的隐患:锡须。高锡含量的表面处理在特定条件下会生长微细锡须,可能造成相邻引脚短路。高密度、细间距的BGA和QFP封装对这个问题尤其敏感。行业里通常靠调整镀层成分,比如加微量铋,或者做退火处理来抑制。
成本差异全景:从材料到工艺的隐性支出
材料成本
SAC305无铅锡膏单价比Sn63Pb37有铅锡膏高出约2-3倍,含银量直接牵动价格波动。无铅工艺还要求PCB板材耐温等级更高,通常需TG150以上,基材成本随之增加。
设备与能耗
峰值温度更高意味着回流焊和波峰焊能耗上升。高温加速烙铁头氧化、炉膛污染和设备老化,耗材更换更勤,维保成本也往上走。
隐性成本
无铅工艺导入初期不良率通常高于有铅,立碑、虚焊、桥接等缺陷会冒出来,返修工时和报废损失积少成多。工艺团队的学习曲线本身也是一笔投入。
总账提醒
对于暂时不受法规约束的产品,把这些隐性成本一起放进总账里算,才能看清真实的切换代价,而不是只盯着锡膏单价做决策。
合规与市场准入:选有铅还是无铅的真正决策因素
RoHS指令是核心分水岭。出口欧盟的电子电气产品必须满足RoHS要求,中国的《电子信息产品污染控制管理办法》等同采用。如果你的目标市场包括欧盟、美国加州、日韩等地区,无铅焊接就不是可选项,而是硬门槛。
但并不是所有产品都必须无铅。部分高可靠性应用领域——航空航天、军用设备、大型工业设备、医疗生命维持系统——在特定条件下仍可申请RoHS豁免,继续使用含铅焊料。原因很直接:这些领域对焊点长期可靠性的要求远高于消费电子,有铅焊料的热疲劳寿命经过了几十年的现场验证。如果你的产品属于豁免范畴,不必强行切换。
决策时可以这样把握:出口合规产品走无铅;国内消费电子建议无铅,兼顾环保和品牌形象;高可靠性工控、汽车、军工产品若无法规强制,应综合可靠性测试结果来决定,不要仅凭”无铅更先进”一句话就做切换。
混装工艺的现实挑战:无铅BGA配上有铅焊料怎么办?
现实生产中的麻烦不止于纯有铅或纯无铅。元器件供应链已经大幅无铅化,很多芯片和BGA封装只提供无铅锡球版本,但后端组装厂可能还在用有铅锡膏。这就出现了无铅BGA加有铅锡膏的”向后兼容”混装,焊接温度、合金相容性和焊点可靠性分析都比单一工艺复杂得多。
常见的做法是用有铅锡膏的低温曲线去焊接无铅BGA,让有铅锡膏完全熔化,无铅锡球部分熔或不熔,形成混合合金焊点。短期看可以接受,但焊点的热疲劳寿命取决于混合合金的均匀程度,生产一致性很难控制。更推荐的方向是统一采用无铅工艺,用无铅温度曲线完成整板焊接。
要避免被动混装,项目启动阶段就应要求芯片原厂和代理商明确标注器件的端子镀层和锡球成分。这个信息应该在BOM阶段就完成梳理,而不是等上了产线才让焊接工程师去猜。提前搞清楚这些细节,后面会省下大量调试和失效分析的时间。
下一次做PCBA加工工艺选择时,不妨把有铅和无铅的区别拆开来看:目标市场法规是底线,产品应用环境的可靠性要求决定倾向,成本则是最后权衡的砝码。三个维度交叉,答案自然就清晰了。